
- Каталог оборудования Siemens
- Каталог продуктов Siemens Industry
- Приводная техника
- Преобразователи
- Двигатели переменного тока
- Generators
- Мотор-редукторы
- Flender Gear Units
- Couplings
- Technical information
- Technical information
- Selection of the coupling series
- Flexible couplings N-EUPEX and N-EUPEX DS series
- Flexible couplings BIPEX series
- Flexible couplings N-BIPEX series
- Flexible couplings RUPEX series
- Highly flexible couplings ELPEX series
- Highly flexible couplings ELPEX-B series
- Torsionally rigid gear couplings ZAPEX ZW series
- Torsionally Rigid Gear Couplings - ZAPEX ZN Series
- Torsionally rigid all-steel couplings ARPEX series
- SIPEX and BIPEX-S Backlash-free Couplings
- Non-positively acting couplings FLUDEX
- Taper clamping bushes
- Инструментальное программное обеспечение
- Дополнительные компоненты
- Техника автоматизации
- Energy
- Автоматизация и безопасность зданий
- Низковольтная коммутационная техника
- Технология безопасности
- Системные решения и продукты для отраслей
- Сервис
- Приводная техника

Technical information
- Информационные материалы
Информационные материалы
Shaft misalignment
Shaft misalignment is the result of displacement during assembly and operation and, where machines constructed with two radial bearings each are rigidly coupled, will cause high loads being placed on the bearings. Elastic deformation of base frame, foundation and machine housing will lead to shaft misalignment which cannot be prevented, even by precise alignment. Furthermore, because individual components of the drive train heat up differently during operation, heat expansion of the machine housings causes shaft misalignment.
Poorly aligned drives are often the cause of seal, rolling bearing or coupling failure. Alignment should be carried out by specialist personnel in accordance with Siemens operating instructions.
Depending on the direction of the effective shaft misalignment a distinction is made between:
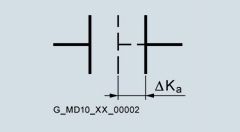
Axial misalignment

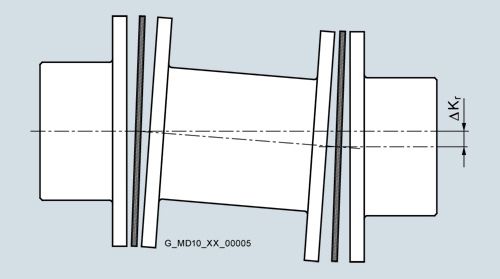
Radial misalignment
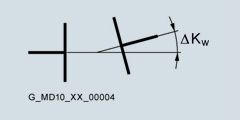
Angular misalignment
Couplings can be categorized into one of the following groups:
- Single-joint couplings
Couplings with flexible elements mainly made of elastomer materials. Shaft misalignment results in deformation of the elastomer elements. The elastomer elements can absorb shaft misalignment as deformations in an axial, radial and angular direction. The degree of permissible misalignment depends on the coupling size, the speed and the type of elastomer element.
Single-joint couplings do not require an adapter and are therefore short versions. - Example:
In the case of a RUPEX RWN coupling 198 with an outer diameter of 198 mm and a speed of 1500 rpm, the permitted radial misalignment is ΔKr = 0.3 mm.

- Two-joint couplings
Two-joint couplings are always designed with an adapter. The two joint levels are able to absorb axial and angular misalignment. Radial misalignment occurs via the gap between the two joint levels and the angular displacement of the joint levels. The permitted angular misalignment per joint level is frequently about 0.5°. The permitted shaft misalignment of the coupling can be adjusted via the length of the adapter. If there are more than two joint levels, it is not possible to define the position of the coupling parts relative to the axis of rotation. (The less frequently used parallel-crank couplings are an exception). - Example:
ARPEX ARS-6 NEN 210-6 coupling with a shaft distance of 160 mm with a permitted radial misalignment of ΔKr = 1.77 mm (angle per joint level 0.7°).
Restorative forces
Shaft misalignment causes restorative forces to act on the coupled shafts which are determined by the displacement stiffness of the coupling. These restorative forces are frequently comparatively weak and can usually be disregarded. Where bearings or shafts are under heavy loads, the restorative forces should be taken into account.
Balancing
Because of primary shaping processes and machining, the coupling components are manufactured with a mass distribution about the axis of rotation of the motor, gear unit or driven machine which is not always ideal.
Balancing means improving the mass distribution of a rotating body so that it rotates on its bearings with a sufficiently limited effect of free centrifugal forces.
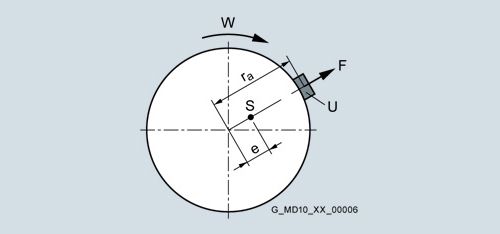
The imbalance force increases linearly with the distance between the center of gravity of body and the axis of rotation, the weight of the body and the rotor speed squared.
F = imbalance force
S = center of gravity of body
e = distance of center of gravity of body from the pivot axisIn the case of rotating unbalanced coupling parts rotary, imbalance forces develop which impose loads on the bearings of the machine shafts and excite vibration. High vibration values on drives are frequently detected as early as initial start-up if the balance of the machine shafts or the mounted coupling parts is insufficient or the balancing specifications are incompatible. The balance condition of the coupling can be measured on balancing machines. By adding or drilling away material, a balance condition which meets the requirements can be achieved.
Balance quality levels
The so-called quality level G to DIN ISO 1940 indicates a range of permitted residual imbalance from zero up to an upper limit. Applications can be grouped on the basis of similarity analysis. For many applications a coupling balance quality of G 16 is sufficient. On drives susceptible to vibration the balance quality should be G 6.3. Only in special cases is a better balance quality required.
Single- and two-level balancing
For discoid bodies (such as brake disks, coupling hubs) so-called single-level balancing is carried out. The mass compensation for the imbalance is undertaken at a single level only. For historical reasons single-level balancing is also known as static balancing. On long bodies such as adapters mass compensation must be implemented at two levels to reduce the couple imbalance. Two-level balancing is carried out while the rotor body is rotating. Historically, this is known as dynamic balancing.
Balancing standard in accordance with DIN ISO 8821
Besides the required balance quality, it is necessary to set standards which define how the mass of the parallel key is to be taken into consideration when balancing. In the past, motor rotors have frequently been balanced in accordance with the full parallel key standard. The “appropriate” balance condition of the coupling hub was described as “balancing with open keyway” or “balancing after keyseating”. Today it is usual for the motor rotor, as well as the gear unit and driven machine shaft, to be balanced in accordance with the half parallel key standard.
Full parallel key standard
The parallel key is inserted in the shaft keyway, then balancing is carried out. The coupling hub must be balanced without parallel key after keyseating. Marking of shaft and hub with “F” (for “full”).Half parallel key standard
The balancing standard normally applied today. Before balancing, a half parallel key is inserted in the shaft and another in the coupling hub. Alternatively, balancing can be carried out before cutting the keyway. The balanced parts must be marked with an “H”. This marking can be dispensed with if it is absolutely clear which parallel key standard has been applied.No parallel key standard
Balancing of shaft and coupling hub after keyseating, but without parallel key. Not used in practice. Marking of shaft and hub with “N” (for “no”).The length of the parallel key is determined by the shaft keyway. Coupling hubs may be designed considerably shorter than the shaft. To prevent imbalance forces caused by projecting parallel key factors when balancing in accordance with the half parallel key standard in the case of applications with high balancing quality requirements, grooved spacer rings can be fitted or stepped parallel keys used.
Siemens Balancing Standards
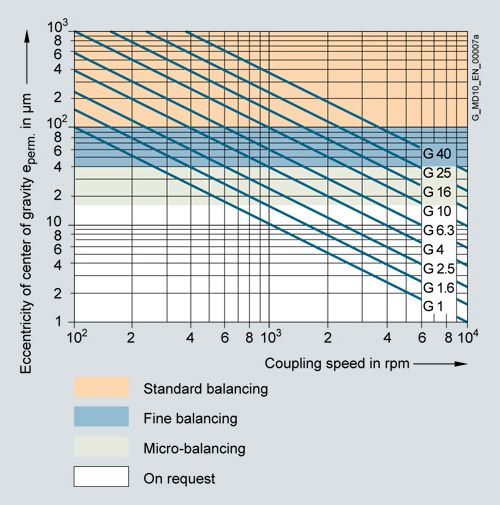
The balancing quality level, together with the operating speed, results in the maximum permissible eccentricity of the center of gravity of the coupling or the coupling subassembly. In the Siemens product code only the maximum eccentricity of the center of gravity of the coupling is to be specified.
The procedure is as follows:
Operating speed and required balancing quality level are known from the application. Using these values, the required eccentricity of the center of gravity can be calculated from the graph below or the specified formula context. The eccentricity of the center of gravity of the coupling must be less than the required eccentricity of the center of gravity to achieve the required balancing quality. The associated product code must be stated in the order; only if standard balancing has been selected is the product code to be dispensed with
eperm. = 9600 . G/necoupl ≤ eperm.
permitted:
Eccentricity of center of gravity eperm. in μm
Eccentricity of center of gravity
of the coupling ecoupl in μm
Balancing quality level G in mm/s
Coupling speed n in rpmEccentricity of center of gravity of coupling
ecouplSIEMENS
balancing qualityOrder code
maximum 100 μm
standard balancing
without specification
maximum 40 μm
fine balancing
W02
maximum 16 μm
micro balancing
W03
better than 16 μm
special balancing
on request
Order code to determine the balance quality level to DIN ISO 1940 and operating speed: Y95 {G =__; n = __ rpm}.
Example:
Coupling speed = 1450 rpm
required balancing quality level G 6.3
eperm. = 9600 . G/n = 6.3 / 1450 mm
Thus, the required eccentricity of center of gravity is 41.7 µm. The fine balancing with a maximum eccentricity of center of gravity of 40 µm fulfills this requirement; therefore, the order code W02 has to be specified when ordering.For many applications the following balancing quality recommendation applies:
Standard balancing
Fine balancing
Coupling
v = DA Þ n/19100
Short version with
LG ≤ 3 x DAv ≤ 30 m/s
v > 30 m/s
Long version with
LG > 3 x DAv ≤ 15 m/s
v > 15 m/s
Peripheral speed v in m/s
Coupling outer diameter DA in mm
Coupling speed n in rpm
Coupling length LG in mmThe following balancing standards must be observed:
- couplings are balanced in subassemblies.
- hub parts without finished bore are unbalanced.
- the number of balancing levels (one- or two-level balancing) is specified by Siemens.
- without special specification balancing is done in accordance with the half-parallel-key standard. Balancing in accordance with the full-parallel-key standard must be specified in the order number.
- for FLUDEX couplings special balancing standards specified in Section 13 apply.
- ARPEX couplings in standard balancing quality are unbalanced. Thanks to steel components machined all over and precisely guided adapters the balancing quality of standard balancing is nearly always adhered to.
Shaft-hub connections
The bore and the shaft-hub connection of the coupling are determined by the design of the machine shaft. In the case of IEC standard motors, the shaft diameters and parallel key connections are specified in accordance with DIN EN 50347. For diesel motors, the flywheel connections are frequently specified in accordance with SAE J620d or DIN 6288. Besides the very widely used connection of shaft and hub with parallel keys to DIN 6885 and cylindrically bored hubs, couplings with Taper clamping bushes, clamping sets, shrink-fit connections and splines to DIN 5480 are common.
The form stability of the shaft/hub connection can only be demonstrated when shaft dimensions and details of the connection are available. The coupling torques specified in the tables of power ratings of the coupling series do not apply to the shafthub connection unrestrictedly.
In the case of the shaft-hub connection with parallel key, the coupling hub must be axially secured, e.g. with a set screw or end washer. The parallel key must be secured against axial displacement in the machine shaft.
All Siemens couplings with a finished bore and parallel keyway are designed with a set screw. Exceptions are some couplings of the FLUDEX series, in which end washers are used. During assembly, Taper clamping bushes are frictionally connected to the machine shaft.
Assembly
Assembly, start-up, maintenance and servicing of the coupling are described in the operating instructions.
Contact protection
Couplings are rotating components which can pose a risk to the environment. Siemens prescribes fitting couplings with a suitable contact guard, also called a coupling guard in the operating instructions. The contact guard, must provide a firm cover to protect against contact with the rotating coupling. The coupling must also be protected against blows from objects striking it. The coupling guard must enable the coupling to be adequately ventilated. The following guidelines give information on designing the contact guard: 2006/42/EC EC Machinery Directive; EN 13463-1 Section 13.3.2.1; EN 13463-1 Section 7.4; EN 13463-1 Section 8.1.
Maintenance
All-steel membrane couplings of the ARPEX series require no maintenance. If the operating and mounting conditions have been adhered to, only regular visual inspection is required.
Elastomer elements, elastomer seals and lubricants are subject to wear through ageing and loads. To avoid damage to the coupling or failure of the drive, the ZAPEX, N-EUPEX, N-EUPEX DS, RUPEX, BIPEX, ELPEX, ELPEX-S, ELPEX-B and FLUDEX series must be maintained in accordance with the operating instructions.
On gear couplings, the lubricant must be changed at regular intervals.On flexible or highly flexible couplings, the torsional backlash or the torsion angle must be checked at regular intervals under load. If a limit value is exceeded, the elastomer element must be replaced. It is very important to maintain couplings which are operated in a potentially explosive environment, as couplings which are not maintained can become ignition sources.
Corrosion protection
Depending on the environmental conditions, suitable corrosion protection must be specified for the coupling. Unless otherwise specified in the order, steel and cast iron surfaces are shipped with a simple preservative.
Ambient conditions
Because of the environment, the coupling has to meet a large number of additional requirements. Couplings must be as suitable for use in a potentially explosive environment as for use at a high or low ambient temperature. The environment may be defined as chemically aggressive or be subject to laboratory conditions or requirements of food manufacture.
ATEX and EC Machinery Directive
Wherever a potentially explosive environment cannot be ruled out, the machinery used must meet special conditions in order to prevent the outbreak of fire as far as possible. Within the European Union, Directive 94/9/EC applies to these applications. This directive, also called ATEX 95, harmonizes the individual states' legal requirements for explosion prevention and clearly defines the procedure for checking and circulating machines and parts. Whether or not a machine is used in a potentially explosive environment, the manufacturer is required under EC Machinery Directive 98/37/EC to assess and as far as possible prevent hazards which may arise from his product.
The operator has an obligation to ascertain whether an environment is potentially explosive. Details of this are laid down in Directive 1999/92/EC, also known as ATEX 137.
The manufacturer is responsible for ensuring that the product is safe as defined in the EC Machinery Directive and conforms to Directive 94/9/EC if the EX requirement is specified by the operator.
The drive train mostly comprises individual pieces of equipment which are put together to form a subassembly. If the individual pieces of equipment, such as motor, coupling, gear unit or driven machine conform to Directive 94/9/EC, the manufacturer of the overall unit can limit the risk assessment to the additional hazards which arise from the combination of different individual pieces of equipment. The hazards which can arise from the individual pieces of equipment are assessed by the relevant suppliers.
The coupling series suitable for use in potentially explosive environments are marked EX in the catalog.
FLENDER couplings are to be rated as components according to the new EC machinery Directive 2006/42/EC. Therefore, Siemens do not issue a declaration of incorporation for this products.
Overload conditions
Overload conditions are operating conditions that go beyond the limit loads of the coupling.
Overload conditions may occur under abnormal operating conditions, e.g. drive blockage, short circuit or supply deviations, as well as under normal operating conditions, e.g. during starting or breaking. Particularly in the case of high mass moments of inertia of the driven machine, torques that are a multiple of the motor starting torque may become effective during direct starting or star-delta starting.Overload conditions may damage not only the coupling but also the entire drive train.
Overload conditions can frequently be prevent with special design measures. SIRIUS soft starters or SINAMICS frequency converters are suitable for considerably reducing starting torques of asynchronous motors. If drive blockages and overloads of the driven machine cannot be ruled out, torque limiting SECUREX couplings can prevent damage to the drive train.
Coupling behavior under overload conditions
Coupling behavior under overload where the torque is considerably above the limits of use of the coupling concerned is determined by the engineering design of the coupling series.
The ZAPEX, ARPEX, N-EUPEX, RUPEX and BIPEX coupling series can withstand overloads until the breakage of metal parts. These coupling series are designated as fail-safe. Coupling types which can withstand overload, i.e. fail-safe types, are used e.g. in crane systems. In case of coupling breakage due to overloads, the splintering metall parts may cause injury to persons and property damages.
The N-EUPEX DS, ELPEX-B, ELPEX-S and ELPEX coupling series throw overload. The elastomer element of these couplings is irreparably damaged without damage to metal parts when subjected to excessive overload. These coupling series are designated as non-fail-safe. The types that fail can be fitted with a failsafe device. This component enables emergency operation, even after the rubber element of the coupling has been irreparably damaged.
The fluid couplings of the FLUDEX series withstand a load for a short time. Persistent overload causes the FLUDEX coupling to heat up beyond limits, causing the fuse to operate and so emptying the coupling and interrupting the torque transmission.
Torsional and bending vibrations
On drives which are prone to torsional and bending vibrations, measurements or calculations such as natural frequency calculations, torsional vibration simulations or bending vibration calculations are necessary.
The drive train may, depending on complexity, be regarded as a two-mass vibration-generating system or N-mass vibration-generating system. The vibration-generating masses are defined by the rotating bodies and the couplings by the coupling stiffnesses and shaft stiffnesses. The effect of torsional vibration excitations on the behavior of the system is calculated.
Torsional vibration excitations may occur during the starting of an asynchronous motor, during a motor short circuit or in diesel engine drives. Bending vibrations may be critical if the coupling is insufficiently balanced and/or at an operating speed close to the critical speed.The details needed for calculating torsional vibration are specified in the coupling catalog:
- Dynamic torsional stiffness
- Damping (specification of the damping coefficient ψ or Lehr's damping D = ψ/4π).
- Mass moment of inertia of the coupling halves.
Standards
Machines
2006/42/EC
EC Machinery Directive (formerly: 98/9/EC)
94/9/EC
ATEX 95 Directive – Manufacturer – and ATEX Guideline to Directive 94/9/EC
1999/92/EC
ATEX 137 Directive – Operator – and ATEX Guideline to Directive 1999/92/EC
DIN EN 13463
Non-electric equipment for use in potentially explosive areas
DIN EN 1127
Potentially explosive atmospheres, explosion protection
DIN EN 50347
General-purpose three-phase induction motors having standard dimensions and output data
Couplings
DIN 740
Flexible shaft couplings Part 1 and Part 2
VDI Guideline 2240
Shaft couplings - Systematic subdivision according to their properties VDI Technical Group Engineering Design 1971
API 610
Centrifugal Pumps for Petroleum, Chemical and Gas Industry Services
API 670
Machinery Protection System
API 671
Special Purpose Couplings for Petroleum, Chemical and Gas Industry Services
ISO 10441
Petroleum, petrochemical and natural gas industries – Flexible couplings for mechanical power transmission-special-purpose applications
Balancing
DIN ISO 1940
Requirements for the balancing quality of rigid rotors
DIN ISO 21940-32
Mechanical vibrations; standard governing
the type of parallel key during balancing of shafts and composite partsShaft-hub connections
DIN 6885
Driver connections without taper action – parallel keys – keyways
SAE J620d
Flywheels for industrial engines ...
DIN 6288
Internal-combustion piston engines
Connection dimensions and requirements for flywheels and flexible couplingASME B17.1
Keys and keyseats
DIN EN 50347
General-purpose three-phase induction motors with standard dimensions and output data
BS 46-1:1958
Keys and keyways and taper pins Specification
Formula symbols
Key to the formula symbols
Name
Symbol
Unit
Explanation
Torsional stiffness, dynamic
CTdyn
Nm/rad
For calculating torsional vibration
Excitation frequency
ferr
Hz
Excitation frequency of motor or driven machine
Moment of inertia
J
kgm2
Moment of inertia of coupling sides 1 and 2
Axial misalignment
ΔKa
mm
Axial misalignment of the coupling halves
Radial misalignment
ΔKr
mm
Radial misalignment of the coupling halves
Angular misalignment
ΔKw
°
Angular misalignment of the coupling halves
Service factor
FB
Factor expressing the real coupling load as a ratio of the nominal coupling load
Frequency factor
FF
Factor expressing the frequency dependence of the fatigue torque load
Temperature factor
FT
Factor taking into account the reduction in strength of flexible rubber materials at a higher temperature
Weight
m
kg
Weight of the coupling
Rated speed
nN
rpm
Coupling speed
Maximum coupling speed
nKmax
rpm
Maximum permissible coupling speed
Rated power
PN
kW
Rated output on the coupling, usually the output of the driven machine
Rated torque
TN
Nm
Rated torque as nominal load on the coupling
Fatique torque
TW
Nm
Amplitude of the dynamic coupling load
Maximum torque
Tmax
Nm
More frequently occurring maximum load, e. g. during starting
Overload torque
TOL
Nm
Very infrequently occurring maximum load, e. g. during short circuit or blocking conditions
Rated coupling torque
TKN
Nm
Torque which can be transmitted as static torque by the coupling over the period of use.
Maximum coupling torque
TKmax
Nm
Torque which can be frequently transmitted (up to 25 times an hour) as maximum torque by the coupling.
Coupling overload torque
TKOL
Nm
Torque which can very infrequently be transmitted as maximum torque by the coupling.
Fatique coupling torque
TKW
Nm
Torque amplitude which can be transmitted by the coupling as dynamic torque at a frequency of 10 Hz over the period of use.
Resonance factor
VR
Factor specifying the torque increase at resonance
Temperature
Ta
°C
Ambient temperature of the coupling in operation
Damping coefficient
Ψ
Psi
Damping parameter
- Single-joint couplings